Flexishaper光束整形模块是一款创新的环形到点光斑可调光束整形解决方案,专为高功率激光焊接设计。通过两个同轴旋转的衍射光学元件,实现光束功率在中心点光斑与环形区域之间的连续调节,有效减少激光焊接过程中的飞溅、烧穿和气孔等缺陷,显著提升焊接速度和质量。该模块兼容单模和多模激光,适用于多种波长及大光束直径,具备高激光损伤阈值和极佳的角度精度。用户可根据具体工艺参数灵活调节环点比例,优化焊接效果,满足不同焊接需求。通过模块化设计,支持快速安装和集成,且可定制专用静态DOE,实现大规模生产的高效成本控制。Flexishaper广泛应用于微焊接及宏观焊接领域,是激光加工领域的高效利器。
我们一站式供应各种类型的点环形光束整形镜片,光束整形器,点环形光束整形器,可提供选型、技术指导、安装培训、个性定制等全生命周期、全流程服务,欢迎联系我们的产品经理!

点环形光束整形镜片,可调控点环光能量比,以提高高功率激光焊接速度和焊接质量。
最近,随着高功率近红外光纤激光器的供应量增加,且价格合理,功率实际上已不再是激光焊接过程速度的限制因素。相反,其他物理现象,如飞溅、咬边、驼峰和焊接孔隙率,在高焊接速度下成为主导。当使用由同心环和点光斑组成的特殊光斑轮廓时,这些现象已被证明大大减少。然而,对于不同的焊接工艺参数和不同的系统设置,点和环之间的最佳功率比不同,因此可调节的环点比使系统制造商能够为每个工艺找到最佳工作点。

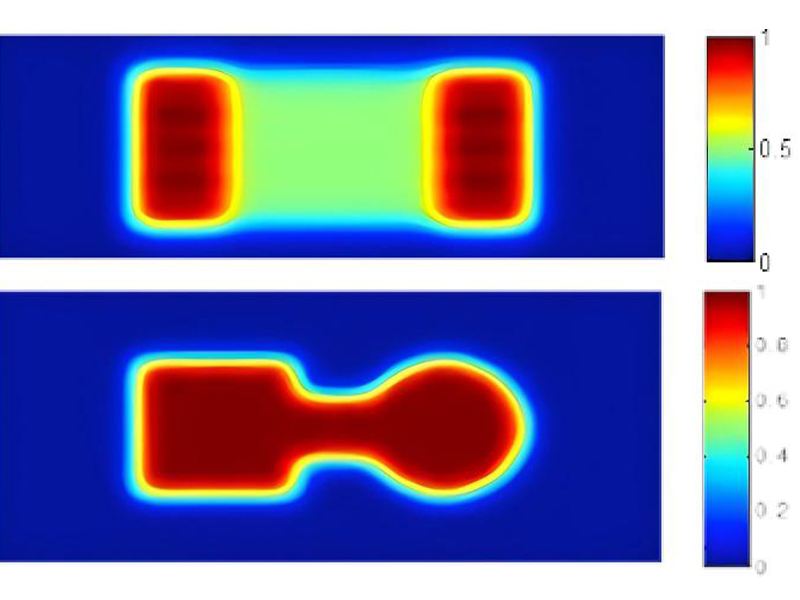
左图-使用高斯光斑;右图-使用Flexishaper可调点环形光束整形器。两种焊接方式的功率和速度相同。
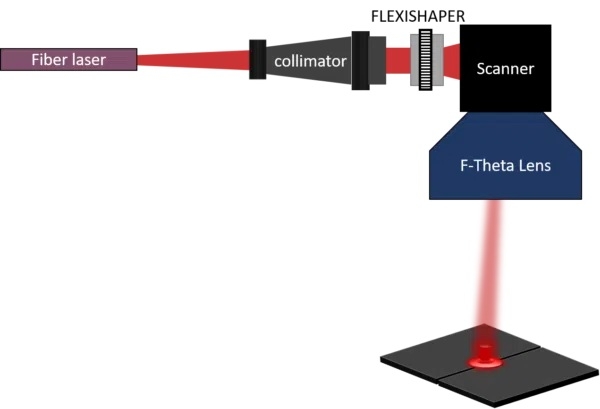
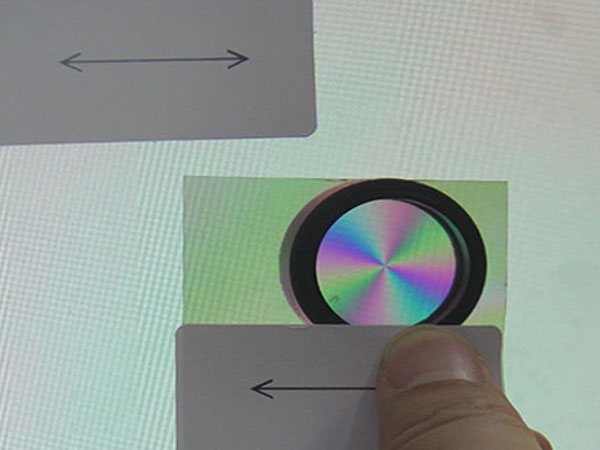
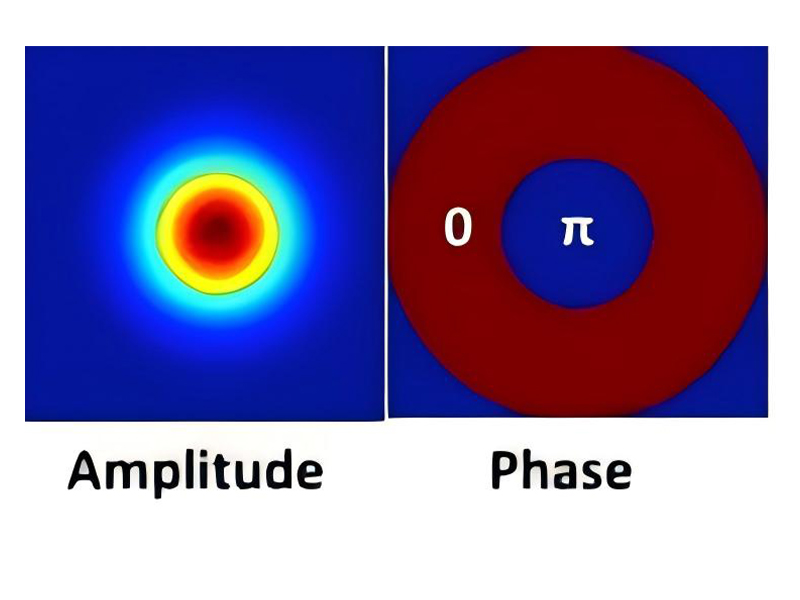
为了满足这一需求,我们推出了Flexishaper可调点环形光束整形器光学模块,用于控制调节点环比。环形光束整形镜片是一种衍射整形解决方案,由放置在同一光轴元件DOE组成,当它们相互旋转时,可以将通过它们传播的光束从中心光斑的100%功率塑造到周围环处的~80%功率,中心几乎没有能量,对这些状态之间的功率比进行连续的全范围控制。
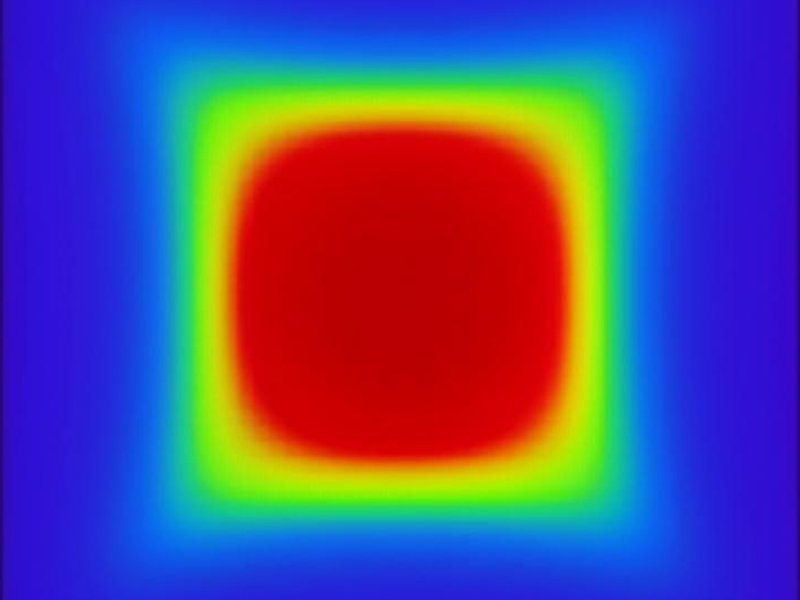
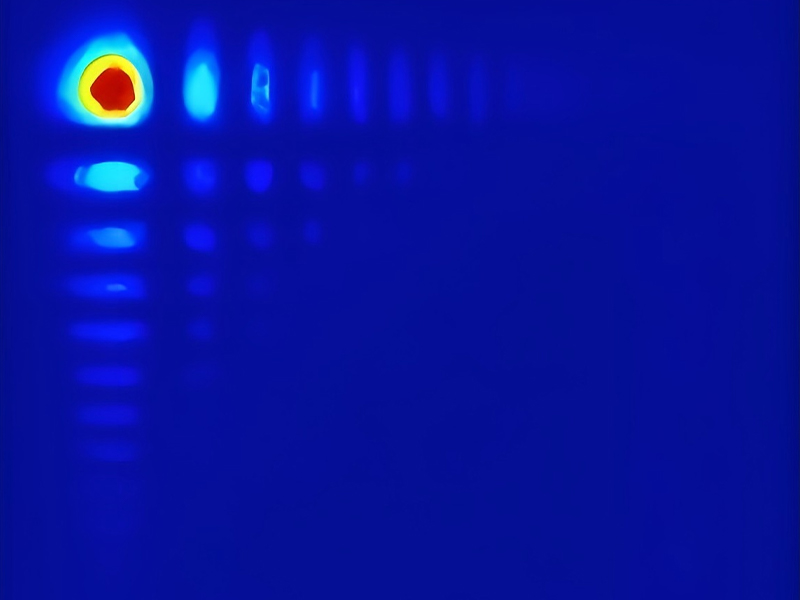
下图是旋转方向的强度分布,0°时所有功率都集中到中心点,15°时几乎所有的功率都集中到环上,7.5°时是一个可调点环形能量比例分布的位置,其中的一部分能量在中心点,另一部分能量在周围的环。

旋转镜片改变强度分布,不同设置下点环形之间的功率分布
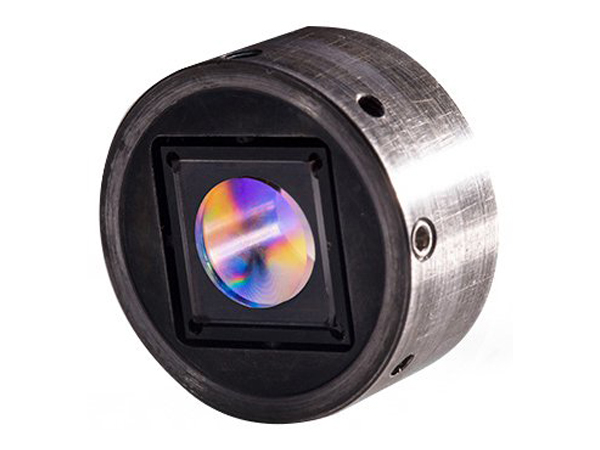
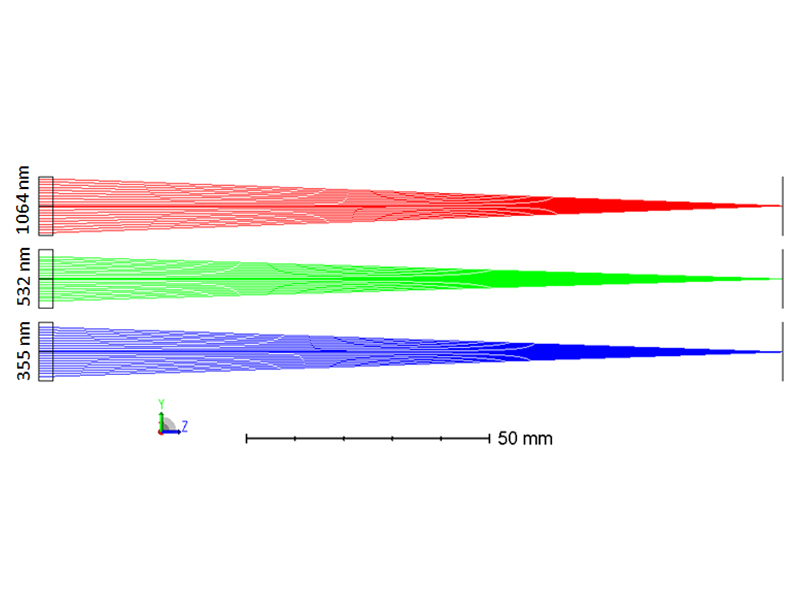
Flexishaper DOE可以安装到现成的手动或电动旋转支架中,形成一个光学模块。该模块可以以多种配置集成到光轴中,不需要高数值孔径或其他与标准激光焊接光学器件不同的昂贵光学器件。Flexishaper光束整形DOE可与单模和多模激光器一起使用,并可适用于通常与千瓦级激光器一起使用的大光束(直径15-22mm),从而实现大范围的宏观和微观焊接工艺。
一旦找到工艺的最佳比率,就可以用单个静态DOE替换模块,以产生所需的确切比率,从而使解决方案更具成本效益。
该模块形式与BLACKBIRD进行了单模高速箔激光焊接的测试和验证,焊接速度提高30%,功率高达700W,在更高的激光功率接近1KW的情况下,焊接两块100µm的不锈钢板的重叠部分,有可能达到55%以上。
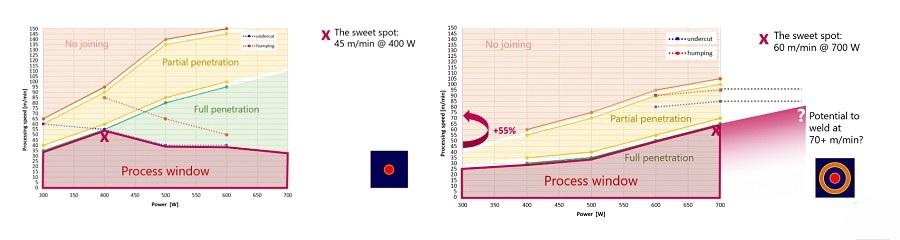
左图SM高斯点焊,没有使用Flexishaper;右图SM激光器与Flexishaper可调点环形光束整形器。
典型规格
| 光斑图案 | 点环形,环和点之间的可调受控功率比 |
| 环发散角 | 0.2-20mRad(300-2000um环形尺寸,对应聚焦镜头EFL=255mm)典型)值) |
| 波长 | 515nm,532nm,910-1080nm其他根据要求 |
| 准直器后的输入光束直径 | 6-30mm,其他可根据要求提供 |
| 激光模式 | SM或MM |
| 偏振 | 不敏感 |
| 材质 | 熔融石英 |
| DOE尺寸 | 25.4毫米,50.8毫米,直径可达150毫米(方形或圆形) |
| DOE厚度 | 1.0-3.0毫米 |
| DOE之间的距离 | <4毫米 |
| 效率 | 从80 %(最大为环)到 98 %(最大为点) |
| 全周期旋转范围调整 | 15度,可根据要求提供 |
| 调整方式 | 手动 |
| 镀膜 | AR/AR |
标准型号
| 型号 | 波长 (nm) | 调节范围 (%) | 元件类型 | 尺寸 (直径×厚度) |
| CU-330-I-Y-A | 1064 | 0.5 - 100 | 窗片 | 25.4 mm × 3 mm |
| CU-345-I-Y-A | 1064 | 0.5 - 100 | 窗片 | 25.4 mm × 3 mm |
| CU-346-I-Y-A | 1064 | 0.5 - 100 | 窗片 | 50.8 mm × 1.524 mm |
| CU-370-I-Y-A | 1064 | 0.5 - 100 | 窗片 | 25.4 mm × 3 mm |
| CU-386-I-Y-A | 1064 | 0.5 - 100 | 窗片 | 25.4 mm × 3 mm |
安装配置