PCB超短脉冲激光钻孔技术
PCB是电子系统中的关键基础元件,需要加工数以千计的过孔,其孔径范围通常在 1 至 1000 μm 之间。受电子设备向小型化及高性能化发展的趋势驱动,尤其是在功率电子领域,行业面临着在不断缩小过孔直径的同时提升布线密度与互连密度的技术挑战。在多层 PCB 中,采用机械方式加工通孔由于孔径范围受限且加工效率较低,已难以满足需求。因此,激光盲孔钻孔技术逐渐成为主流方案,能够实现对内层铜箔的精确加工,目前常用的激光源包括CO2激光器以及脉冲紫外纳秒激光器。通过该类激光加工形成的微盲孔可在后续电镀铜工艺中实现多层导电铜箔之间的电气互连。在多层 PCB 结构中,为实现铜层之间的电气隔离,通常采用 FR-4 层压材料作为绝缘介质。FR-4 是一种由环氧树脂与玻纤织物增强复合而成的材料,在 PCB 制造中应用十分广泛。
典型 FR-4 PCB 材料中微盲孔的表征主要依据以下三个关键指标:锥度(上孔径与下孔径的比值)、玻纤突出长度以及内层铜箔的损伤程度,如图1所示。在微盲孔的形成过程中,首先通过激光去除最上层铜箔,其次逐层去除 FR-4 介质材料,直至暴露内层铜层。该过程通常依赖多次激光脉冲逐步实现。完成激光钻孔后,通过电镀铜工艺在各铜层之间建立电气连接。
需要指出的是,如果在电镀过程中产生空洞,会导致器件的疲劳寿命显著下降,甚至降低超过90%。因此,为避免空洞的产生,并确保外层与内层铜箔之间实现高可靠性、高良率的互连,在 FR-4 PCB 激光微盲孔加工中通常需要重点实现以下目标:
尽可能小的玻纤突出;
尽可能小的锥度;
内层铜箔损伤最小化;
微盲孔直径波动尽可能小。
微盲孔直径波动较小且具有较高圆度,以及内层铜箔中损伤的均匀性和最小化,有助于改善流体流动特性,从而促进微盲孔的电镀金属化过程。此外,侧壁光滑且具有均匀坡度、玻纤突出较少且锥度较小的孔结构,更易于实现电镀金属填充,从而提高良率。
受CO2激光波长(λ = 9.2–10.6 μm)限制,微盲孔直径通常被限制在约 40 μm 左右。采用紫外波段(λ = 193–355 nm)的纳秒脉冲激光,可实现小于 25 μm 的孔径。此外,在该波段内,对 PCB 各组分材料(如铜、树脂及玻璃纤维复合材料)具有较高的吸收率,有利于材料去除。准分子紫外激光器可实现目前先进水平的约 20 μm 微盲孔加工,但其应用受到成本高、UV 光学系统维护复杂、输出功率受限等因素制约,同时由于涉及氟气和氯气的使用,还需额外的安全防护措施。
超短脉冲(USP)激光器可输出皮秒及飞秒级脉冲,由于其较高的材料去除效率和可实现的高烧蚀率,适用于高通量微孔加工。其极短脉冲宽度使加工过程趋近于所谓“冷加工”机制,可显著降低激光加工中的热影响效应。由于焦斑尺寸小且热输入极低,钻孔质量可显著提升。此外,USP 激光加工对材料线性吸收特性依赖较低,因为其高峰值功率(约 10¹³ W/cm²)可引发非线性吸收过程。即使在对激光波长通常透明的材料中,也可通过多光子电离或隧穿电离等非线性过程,将价带电子激发至导带,从而实现有效吸收与材料去除。目前,USP 激光器已可提供数百瓦级平均功率,理论上可显著提升微盲孔加工效率。材料去除速率与激光系统平均功率相关(由脉冲能量与重复频率共同决定),当前并未受到技术瓶颈限制。然而,更高的脉冲能量与重复频率的应用受到脉冲间相互作用效应以及扫描系统偏转速度的限制。
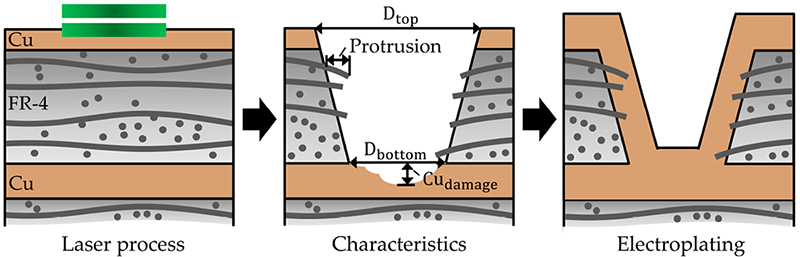
图1. 基于激光的 FR-4 PCB 材料微盲孔制备过程及其技术参数表征:包括锥度(上孔径与下孔径之比)、玻纤突出长度以及内层铜箔损伤程度。
当采用数百 kHz 级激光重复频率进行微盲孔脉冲式钻孔时,必须考虑脉冲间相互作用,这类效应会显著影响激光材料加工的精度、效率以及热影响程度。脉冲间相互作用通常可分为非热效应与热效应两类。非热相互作用发生在后续激光脉冲与前一脉冲产生的等离子体或颗粒相互作用时,此时入射激光可能发生吸收、散射或反射,从而对工件表面产生屏蔽效应。当相邻两激光脉冲之间的时间间隔不足以使材料中的热量扩散至周围体积时,则会发生热相互作用。在这种情况下,工件会受到连续脉冲的累积加热,进而产生热积累效应。
在采用 0.8–19 ps 脉冲宽度对金属进行超短脉冲激光钻孔研究中,Ancona 等人[25,36]表明,在超过 200 kHz 的重复频率条件下,颗粒屏蔽效应会显著增加形成贯通孔所需的激光脉冲数量。此外,尽管热积累效应有助于缩短加工时间并提升工艺效率,但由于熔融相的产生,会对钻孔质量产生不利影响。这些结论也得到了 Finger 等人以及 Kononenko 等人的验证,他们分别在钢材与钛基合金的皮秒激光脉冲钻孔研究中观察到了类似现象。在对硅材料进行脉冲式钻孔研究时,Gruner 等人采用 40 MHz 激光重复频率获得了更优的加工效率与钻孔质量。研究表明,热积累是实现高效材料去除与缩短加工时间的重要因素,使得加工效率可达到每秒约 1000 个孔。相反,Döring 等人指出,孔内残留的烧蚀颗粒会产生屏蔽效应,从而降低硅材料脉冲钻孔的加工效率。与 Ancona 等人的结果类似,在数百 kHz 的重复频率条件下,热积累效应可在一定程度上抵消屏蔽效应的影响。在熔融石英激光钻孔研究中,Karimelahi 等人发现,当激光重复频率从 200 kHz 提升至 1000 kHz 时,加工通道的均匀性下降,损伤程度增加,并在激光焦点区域外形成显著的热影响区(HAZ)。
与上述针对金属、介质及玻璃材料脉冲钻孔中脉冲间相互作用影响的基础研究不同,针对多层复合材料(如 FR-4 PCB 材料)在加工过程中发生的非热与热相互作用机制,目前仍缺乏系统性的研究。本研究旨在分析不同皮秒及飞秒级脉冲宽度、最高达 400 kHz 的激光重复频率以及 15.8–45.8 μJ 脉冲能量条件下,脉冲间相互作用对 FR-4 PCB 微盲孔脉冲钻孔质量的影响。微盲孔加工质量通过材料金相分析进行评估,主要包括:锥度、玻璃纤维突出长度以及内层铜箔损伤程度。
材料与方法
1. 实验装置
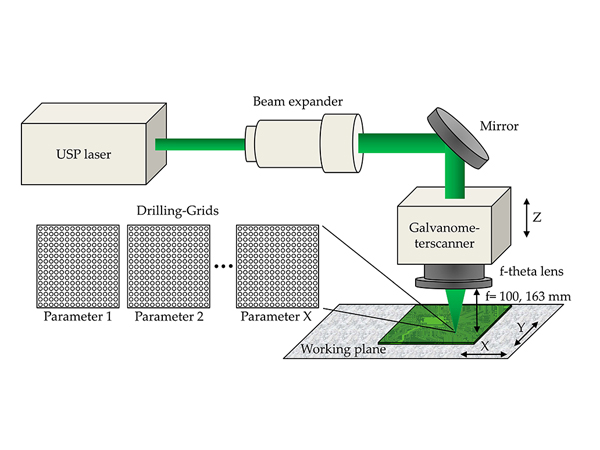
PCB 材料的激光脉冲式钻孔实验采用超短脉冲(USP)激光系统进行。实验装置主要由以下部分组成:USP 激光光源(Amphos200,Amphos GmbH,Herzogenrath,德国;Monaco,Coherent Inc.,Santa Clara,CA,美国;Atarium XTR,Soliton Laser- und Messtechnik GmbH,Gilching,德国)、扩束镜系统(S6EXZ 系列,Sill Optics GmbH & Co. KG,Wendelstein,德国)以及二维振镜扫描系统(RTA-AR-800-3G,Newson NV,Dendermonde,比利时)。
简化光学结构如图2所示。系统采用配备远心 f-theta 场镜的振镜扫描头进行激光偏转与聚焦,所使用的焦距分别为 f = 100 mm 和 163 mm。激光束在入射前通过扩束系统进行扩束,以减小聚焦光斑直径,从而提高加工分辨率。实验中使用了三种不同的绿光波段超短脉冲激光器,其中心波长范围为 λ = 515–517 nm。选择不同激光器的原因在于其在脉冲重复频率、脉冲能量、能量密度以及脉冲宽度等参数方面具有不同的性能覆盖能力(具体参数见表1)。
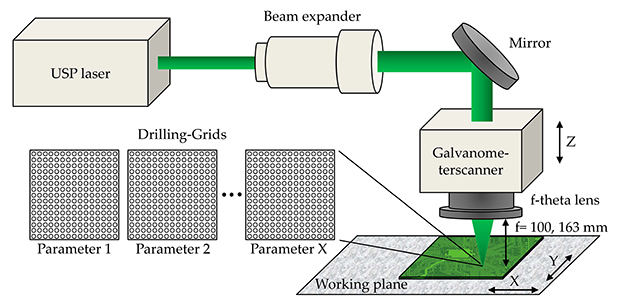
图2. 用于研究 FR-4 PCB 材料微盲孔脉冲式钻孔中脉冲间相互作用的实验装置。
表1. 超短脉冲激光系统的技术参数及用于微盲孔钻孔实验的激光光束配置实验数据。
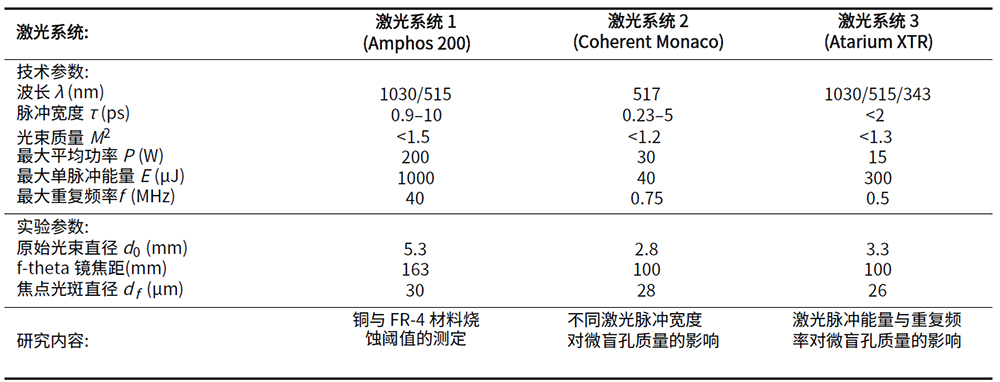
为表征单个 PCB 材料在不同激光脉冲宽度条件下的烧蚀行为,选用激光系统1,在 τ = 0.9 ps 和 6 ps 的脉冲宽度以及最高 11.5 J/cm² 的激光能量密度条件下进行实验,其聚焦光斑直径为 30 μm。在光斑直径为 28 μm 的条件下,使用激光系统2研究不同脉冲宽度(τ = 0.23 ps、1 ps 和 2 ps)对微盲孔脉冲钻孔质量的影响。激光系统3用于分析在不同激光脉冲能量(E = 15.8–45.8 μJ)以及最高 400 kHz 脉冲重复频率条件下的微盲孔加工质量,其聚焦光斑直径为 26 μm。
不同激光光束配置的实验参数汇总如表1所示。为确定激光焦斑直径(按 1/e² 定义),首先使用安装在二维振镜扫描系统前端的 CMOS 相机(IDS uEye UI-1490SE)测量原始光束直径(1/e²)。随后,将测得的原始光束直径与实验参数代入公式(1)进行计算,其中 f 为焦距,λ 为激光波长,M² 表示光束质量,d₀ 为原始光束直径。
2. 微盲孔表征
本研究通过材料金相分析对微盲孔结构进行表征,评估指标包括上、下孔径(D_top,bottom)、玻璃纤维突出长度以及内层铜箔损伤,如图1及图3a所示。微盲孔孔径的测量采用光学显微镜对俯视图像进行分析(见图3b)。锥度定义为微盲孔上孔径与下孔径之比,其中以 125% 作为参考锥度标准用于评价微盲孔加工结果。该锥度水平介于微盲孔锥度规范的A类与B类之间,适用于高密度互连(HDI)PCB结构。玻纤突出长度的技术指标限定为不超过微盲孔直径的10%,因为过长的玻纤突出会在后续铜电镀过程中增加空洞形成的风险。
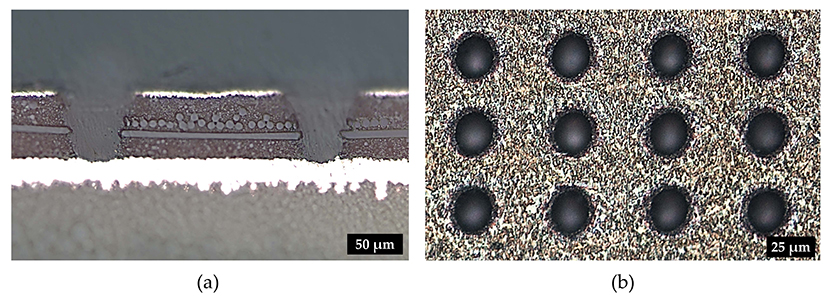
图3. 激光脉冲式钻孔后微盲孔质量评价:(a)材料金相分析;(b)光学显微镜分析。
3. 材料金相制备与PCB材料
为确定单一PCB材料的烧蚀阈值,分别在纯铜与FR-4材料上进行微孔钻削实验。实验参数包括:激光脉冲数(FR-4为15–30个脉冲,铜为30–60个脉冲)、脉冲宽度 τ = 0.9 ps 和 6 ps,以及激光能量密度 F = 1.3–11.5 J/cm²。为分析微盲孔脉冲钻削中脉冲间相互作用的影响,在FR-4 PCB材料中构建了微盲孔加工阵列(见图2),实验条件包括不同激光脉冲宽度 τ = 0.23 ps、1 ps 和 2 ps,脉冲重复频率 f = 5–400 kHz,单脉冲能量 E = 15.8–45.8 μJ,以及激光能量密度 F = 1.4–4 J/cm²。
为评估激光钻孔微盲孔的质量,首先将各加工阵列从FR-4 PCB材料中切割取样。切割完成后,采用光学显微镜(Leica DM6000 M)获取俯视图像,用于测量微盲孔孔径(见图3b)。将切割后的样品用基于改性聚酯树脂的双组分合成材料(Demotec 15 plus)进行镶嵌制样。待样品固化后,使用研磨与抛光设备(Latzke LS3V)进行制备,以获得截面结构。最终通过光学显微镜对截面进行观察,从而测定玻璃纤维突出长度、锥度以及内层铜箔损伤情况(见图3a)。
所研究的FR-4 PCB材料由25 μm厚的玻璃纤维/环氧树脂复合层构成,该介质层分隔了厚度分别为5 μm的外层铜箔与16 μm的内层铜箔。
结果与讨论
烧蚀阈值
多材料PCB体系的烧蚀阈值采用 Liu 方法进行测定。该方法适用于具有高斯强度分布的脉冲激光辐照过程,可用于金属与介质材料的烧蚀阈值分析。特定材料烧蚀阈值的确定需要在不同激光能量密度条件下测量烧蚀半径 r。激光能量密度定义如下:
其中 E 为激光脉冲能量,w₀ 为光束腰斑半径(按 1/e² 定义)。由于激光光束并非理想圆形,其圆度为 83%(定义为实测最小原始光束直径与最大原始光束直径之比),因此观测到的激光烧蚀形貌呈椭圆形。基于此,每个烧蚀图形分别测量其最小与最大烧蚀直径,并通过光学显微镜进行统计分析。两者的平均值用于计算铜与 FR-4 的烧蚀阈值。将钻孔半径平方对激光能量密度进行对数坐标表示,可用于拟合并确定材料的烧蚀阈值 F_th。铜与 FR-4 的实验结果如图4所示,实验条件为:在 10 kHz 激光重复频率下,采用 τ = 0.9 ps 和 6 ps 的脉冲宽度,并使用 15 至 60 个激光脉冲进行加工。
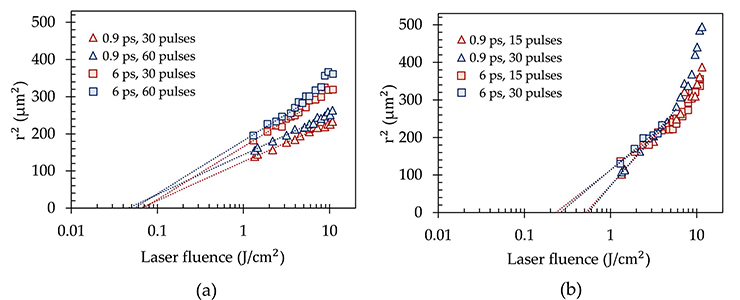
图4. 铜(a)与 FR-4(b)的烧蚀阈值结果,实验条件为:激光能量密度 F = 1.3–11.5 J/cm²,脉冲宽度 τ = 0.9 ps 与 6 ps,激光脉冲数为 15–60。
如前所述,超短脉冲激光在低能量密度与高能量密度条件下通常表现出两种不同的对数型烧蚀机制。然而,这种双区特性在 FR-4 复合材料(图4b)中表现更为明显,而在铜材料(图4a)中则较弱,仅在 τ = 6 ps 且能量密度高于约 F = 8 J/cm² 时才较为显著。在烧蚀阈值的计算中,仅采用低能量密度区域的数据进行拟合。低能量密度条件下,能量沉积主要由光学穿透深度决定;而在高能量密度条件下,等效热扩散深度成为主导因素。表2总结了在不同皮秒/飞秒级脉冲宽度及不同脉冲数量条件下,铜与 FR-4 的烧蚀阈值结果。
铜的烧蚀阈值范围约为 0.05–0.07 J/cm²,对应条件为 30 与 60 个激光脉冲以及 τ = 0.9 ps 与 6 ps 脉冲宽度。与 Raciukaitis 等人基于 Liu 方法得到的铜烧蚀阈值结果(实验参数包括:10–100 个脉冲、τ = 10 ps、λ = 1064 nm、f = 1 kHz)相比,本研究得到的铜烧蚀阈值约低一个数量级。该差异主要源于更短的激光脉冲宽度以及铜在可见光波段更高的吸收系数。将脉冲宽度进一步缩短至 τ = 0.9 ps 并未显著降低烧蚀阈值,这一点与 Furusawa 等人的研究结果不一致。后者在 λ = 780 nm 条件下观察到,当脉冲宽度从 0.12 ps 增加至 0.8 ps 时,烧蚀阈值出现下降趋势。需要指出的是,Furusawa 等人采用了不同的阈值计算方法,且其实验采用的激光参数包括更短的飞秒级脉冲宽度以及不同的激光波长条件。
表2. 不同脉冲宽度及脉冲数量条件下,FR-4复合材料与铜的烧蚀阈值结果。
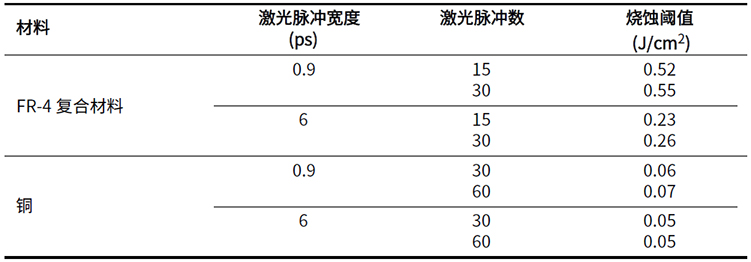
FR-4 复合材料的烧蚀阈值在 τ = 0.9 ps 条件下约为 F_th = 0.52–0.55 J/cm²(对应 15 与 30 个激光脉冲),而在 τ = 6 ps 条件下则降低至约 F_th = 0.23–0.26 J/cm²。此外,由于金属与介质材料在光吸收与烧蚀机理上的差异,FR-4 复合材料的烧蚀过程所需激光能量密度显著高于铜材料。
总体而言,单一多层PCB材料体系的烧蚀阈值存在明显差异,其中铜的起始烧蚀阈值约为FR-4的1/9.4。这种显著差异使得在复合材料微盲孔高通量加工中面临工艺窗口受限的问题,可能导致加工条件非最优,并进一步引发较大的热影响区(HAZ)。由于热影响区的形成同样受到激光脉冲宽度的影响,因此下一步将进一步研究脉冲宽度对微盲孔加工质量的作用规律。
激光脉冲宽度的影响
为分析不同激光脉冲宽度(τ = 0.23 ps、1 ps 和 2 ps)对微盲孔脉冲式钻孔质量的影响,在激光加工后对典型微盲孔特征进行了分析(见图1)。为在不同脉冲宽度条件下获得相近的内层铜箔平均损伤深度(2.3–2.6 μm),对各工艺参数进行了脉冲数匹配调整:在激光脉冲能量 E = 10 μJ、重复频率 f = 50 kHz 条件下,分别采用 62 个脉冲(0.23 ps)、52 个脉冲(1 ps)以及 65 个脉冲(2 ps)。
针对不同皮秒/飞秒级脉冲宽度,对10个微盲孔样品的特征进行了统计分析,其结果以平均值及标准差形式展示于图5中。图5a对比了不同脉冲宽度下玻璃纤维最大突出长度的变化情况。结果表明,相较于飞秒级及较短皮秒脉冲,较长的皮秒脉冲更有利于FR-4复合材料中玻璃纤维的有效分离。尽管如此,所有测试的脉冲宽度均满足玻璃纤维突出长度不超过微盲孔直径10%的工艺要求(见图5d)。当脉冲宽度为 τ = 2 ps 时,平均玻璃纤维突出长度约为 1 μm,相较于 τ = 0.23 ps 和 1 ps 分别降低约 45% 和 33%。这一现象归因于较长脉冲宽度带来的更高热输入,使材料-激光相互作用时间延长,从而促进玻璃纤维的局部熔融,进而减少纤维突出长度。
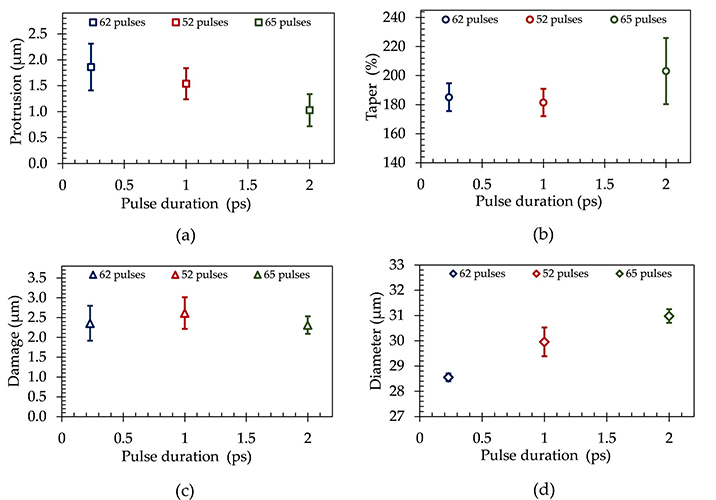
图5. (a)玻璃纤维突出长度,(b)锥度,(c)内层铜箔损伤深度,(d)10个FR-4 PCB微盲孔直径,随激光脉冲宽度 τ = 0.23、1 和 2 ps 的变化关系(参数:f = 50 kHz,E = 10 μJ,脉冲数52–65)。
在 τ = 0.23 ps 与 1 ps 条件下,微盲孔锥度基本保持稳定,平均约为 183.3%,标准差为 9.5%。相比之下,当脉冲宽度增加至 2 ps 时,平均锥度提升约 19.8%(见图5b)。总体而言,在该参数范围内所得锥度均未满足小于125%的工艺要求,因此不适用于PCB制造中的高密度互连(HDI)技术。
内层铜箔损伤深度的统计结果如图5c所示。在 τ = 0.23、1 和 2 ps 条件下,当脉冲数为52–65时,2 ps脉冲条件下可实现最精确的停孔控制。在该条件下,损伤深度标准差约为0.22 μm,约为其他脉冲宽度条件的一半。尽管2 ps脉冲条件下实现更精确停孔的热物理机制较为复杂,但通常可归因于以下因素的共同作用:在相同脉冲能量下较低的峰值功率密度、相较飞秒脉冲更高的热输入以及铜层内平面方向的热扩散效应。
随着脉冲宽度由飞秒级向皮秒级增加,微盲孔直径整体呈上升趋势,范围约为28.6 μm至31 μm(见图5d)。与 τ = 0.23 ps 相比,微盲孔直径平均增加约2.4 μm。在微盲孔直径一致性方面,飞秒激光脉冲表现出最优稳定性,其标准差最低,仅为0.16 μm。相比之下,τ = 1 ps 和 2 ps 条件下的直径标准差分别增加285.2%和74.5%。
激光脉冲能量与重复频率的影响
在超短脉冲激光微盲孔脉冲式钻孔过程中,当采用高激光重复频率与较高脉冲能量时,必须考虑脉冲间相互作用。这些相互作用会显著影响加工效率与钻孔质量,从而进一步影响微盲孔的可靠性与良率。为分析非热与热效应相互作用对微盲孔质量的影响,在FR-4 PCB材料中采用最高达400 kHz的重复频率,并结合 F = 1.4–4 J/cm² 的不同激光能量密度进行加工实验。
图6展示了不同加工条件下微盲孔特性随工艺参数的变化规律,其中参数范围包括:脉冲数27–62个,重复频率 f = 5–400 kHz,脉冲能量 E = 15.8、30.8 和 45.8 μJ,对应能量密度 F = 1.4、2.7 和 4 J/cm²。所有结果均为10个微盲孔的平均值及其标准差。实验结果表明,当激光重复频率高于200 kHz时,玻璃纤维突出长度呈下降趋势。该现象可归因于微盲孔内部的热积累效应,而热积累源于FR-4材料较低的热扩散率(约0.002 cm²/s)。该热积累效应使得在约10 μs时间尺度内,激光作用区域(由光斑尺寸定义的范围)内温度显著升高[58],从而导致玻璃纤维及环氧树脂发生局部熔融,使孔壁更加平滑,并起到“清洁”微盲孔内壁的作用。
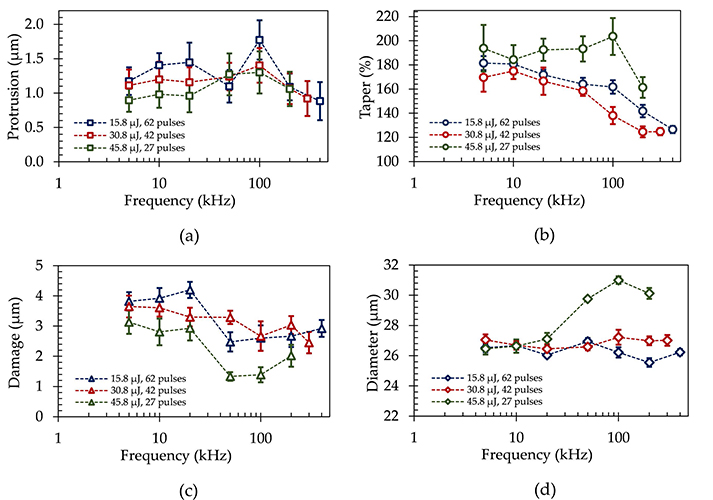
图6 (a)玻璃纤维突出长度,(b)锥度,(c)内层铜箔损伤,(d)10个微盲孔直径,随激光脉冲能量 E = 15.8–45.8 μJ 与重复频率 f = 5–400 kHz 的变化(τ = 2 ps)。
热积累效应同样对较高重复频率及较低能量密度(F = 1.4–2.7 J/cm²)条件下的锥度具有正向影响(见图6b)。当重复频率 f ≥ 200 kHz 时,锥度可达到 141.8%–124.6%,主要由于孔底区域的熔融与扩展效应所致。该结果满足典型锥度工艺要求,因此适用于PCB高密度互连(HDI)制造。需要指出的是,在最高能量密度 F = 4 J/cm² 条件下,锥度并未达到最低水平。这主要归因于微盲孔上孔径显著增大(见图6d,在 f > 20 kHz 时尤为明显)。其原因在于加工区域热量难以有效扩散,同时铜表面对高能量密度及升温条件下的吸收率提高,进一步降低了铜的烧蚀阈值。
内层铜损伤深度(图6c)随着激光重复频率升高而降低。这一现象可归因于在内层铜开始被去除后,激光诱导等离子体及颗粒产生的屏蔽效应增强,从而减少有效能量传递。从能量输入角度分析,完成单个微盲孔加工所需总能量可通过脉冲数与单脉冲能量进行估算。在 E = 15.8 μJ 条件下,总能量输入为 979.6 μJ;在 E = 30.8 μJ 时为 1293.6 μJ;在 E = 45.8 μJ 时为 1236.6 μJ。由此可见,在 F > 1.4 J/cm² 条件下,加工单个微盲孔所需总能量最高增加约32%。
随着重复频率提高至 f > 100 kHz,微盲孔脉冲式钻孔质量显著提升,表现为更小的锥度、更低的玻璃纤维突出以及更低的内层铜损伤(见图7)。图7通过光学显微镜展示了在 f = 5–400 kHz 与 E = 15.8–45.8 μJ 条件下典型微盲孔的材料金相结果。
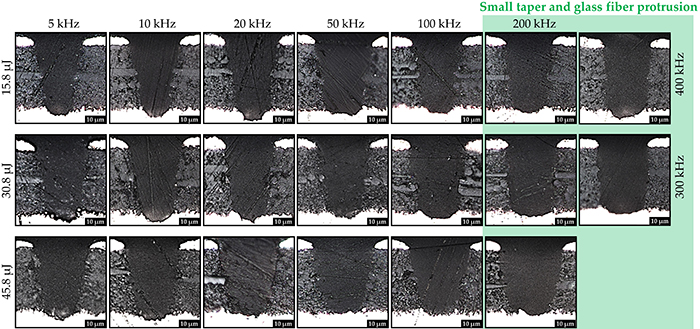
图7. FR-4 PCB材料中不同激光脉冲能量(E = 15.8–45.8 μJ)与重复频率(f = 5–400 kHz)条件下微盲孔截面图(τ = 2 ps)。结果表明,当激光重复频率超过100 kHz时,锥度呈下降趋势。
结论
本文系统研究了绿光波段超短脉冲激光在FR-4印刷电路板材料微盲孔钻孔中的加工行为,重点分析了激光脉冲宽度、重复频率、能量密度及脉冲数量对加工质量的影响。研究重点在于优化锥度、降低玻璃纤维突出长度以及减少内层铜箔损伤。结果从铜与介质复合材料的不同烧蚀阈值、热积累效应以及在高重复频率(f > 200 kHz)下的屏蔽效应角度进行了讨论。总体结果表明,在微盲孔脉冲式钻孔中采用 τ = 2 ps 激光脉冲宽度可获得更优加工质量,尤其在降低玻璃纤维突出方面表现突出;同时,当重复频率 f ≥ 200 kHz 且能量密度 F = 1.4–2.7 J/cm² 时,可获得最低约 124.6% 的锥度,满足PCB高密度互连(HDI)制造的典型工艺要求。
参考文献略。原文链接:https://doi.org/10.3390/ma15113932
总结一下:这篇文章主要介绍用超短脉冲(ps/fs级)绿光在FR-4多层PCB材料中进行微孔钻孔时,不同激光参数如何影响加工质量与机理,重点解决高密度互连(HDI)PCB微孔可靠性问题。PCB微孔加工不是“越短脉冲越好”,而是“热效应+材料差异+脉冲叠加”三者平衡的问题;在工业条件下,适度皮秒激光+高重复频率热积累反而能获得最佳微孔质量。
【版权与来源声明】
本文内容来源于【MDPI】的《PCB超短脉冲激光钻孔技术》,著作权归原作者所有。我们尊重知识产权,本文转载仅为传递有价值的信息,旨在个人学习和交流参考,不涉及任何商业用途。本文中的观点仅代表原作者个人意见,我们不对其准确性、完整性或可靠性做任何明示或暗示的保证。读者在阅读后所做的任何决定或行为,均应基于自主意愿与独立判断。若原作者或版权所有者认为本文存在侵权,请及时通过【xh@SintecLaser.com】与我们联系,我们将尽快予以处理。
PCB超短脉冲激光钻孔技术
光纤耦合声光调制器:精妙小巧封装,持续塑造未来

利用声光器件AOD实现激光变焦的方法是什么?

声光可调滤波器如何增强共聚焦显微镜的多功能性
调制光束的最佳方式是什么——AOM 还是 EOM?

光束的终极控制:G&H的声光光束偏转器有何不同

我司董事长续聘为省光学学会常务理事
声光可调滤波器——可用于过滤光的声光器件,由射频输入控制
Q开关锁模——具有强烈脉冲能量波动的锁模激光器的工作机制