光束整形-可调节环形光束
为克服激光焊接过程中产生的飞溅和羽辉,降低对焊接头光学镜片的污染,保证焊接质量。
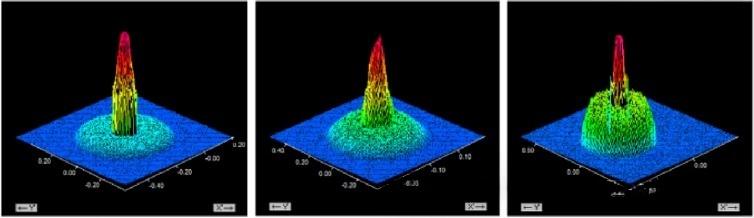
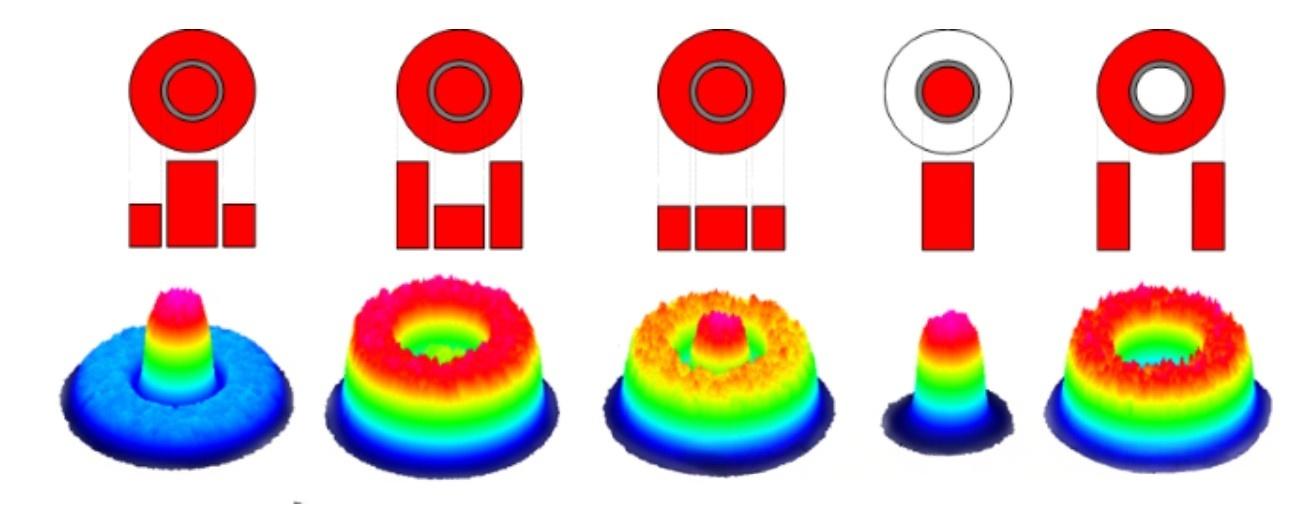
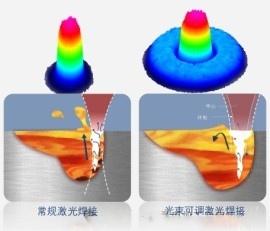
提出通过双芯光纤生成动态与静态复合环形光束 ,实现高功率激光分光比例连续可调(0级光束能量占比为24%~90%)。 静态复合环形光束能量分布固定,动态光束能量呈周期性变化(频率范围1~150kHz),且79%的动态光束熔深优于静态光束。 实验表明,当圆心光束能量占比为50%时,焊缝熔深更大且羽辉高度更低,尤其在动态模式下效果显著。 研究结果对推广 复合环形光束 至薄板缝焊与厚板深熔焊提供了重要参考,证实其在加深熔深和降低羽辉方面的有效性。
在激光光束方面,过去十余年为了提高工艺稳定性以及扩大工艺窗口,提出通过光束整形在工件上产生各种形状的激光光斑。光束整形在优化焊接工艺参数方面显示出明显的优势,包括减少飞溅、降低羽辉、提高匙孔稳定性、更平整的焊缝角度、更好的焊缝强度和更高的产量。
光束整形既可以指用来描述通过使用光学器件(如光束振荡)来改变激光光斑的形状/改变能量(或模式)分布。也可通过改变光束轮廓的能量分布来优化焊缝质量,比如采用可调节环形光束(由圆心与环形组成的复合光束)进行焊接,匙孔直径会增大并且匙孔变得更加稳定,周围的熔融金属物在匙孔周围蒸发或顺畅流动。还可通过改变可调节环形光束中圆心光束与环形光束之间的能量分布,实现匙孔焊接与传导模式焊接的灵活相互转换。
2018 年通快公司研发了环形可调BrightLine Weld 焊接技术,它基于将TruDisk 碟片激光器光束耦合至二合一传输光纤中:
[1] Speker N, Haug P, Feuchtenbeiner S, et al. BrightLine weld-spatter reduced high speed welding with disk lasers. High-Power Laser Materials Processing:
Applications, Diagnostics, and Systems VII. International Society for Optics and
Photonics, 2018, 10525: 105250C.
环形可调焊接技术BrightLine Weld
激光束被同时耦合至内部纤芯与同轴的外部纤芯中,根据焊接材料要求、激光功率水平、焊接速度等运用,可以将两纤芯之间的功率分配调整到所需应用的最佳状态。BrightLine Weld 技术的主要优势包括[3]:
(1)在保持焊缝质量稳定的情况下,焊接强度显著提升。在低碳钢的激光焊接中最大焊接速度可以无困难地增加 300%,在不锈钢中可以增加 100% 。(焊接效率提升)
(2)将飞溅降到最少,熔渣更少,降低成本。可以减少停机时间,加工零件返工。(3)与其他固体激光器焊接相比,相同焊接深度,所需要的激光功率较低。在相同的焊接深度和质量下,可以高效率节省高达50%的能源。
(4)产生高质量焊缝,焊缝既不会出现咬边也不会出现末端凹陷。由于对工件能量输入的减少,零件变形非常小

[2] Feuchtenbeiner S, Zaske S, Schad S S, et al. New generation of compact high power disk lasers. Solid State Lasers XXVII: Technology and Devices.
International Society for Optics and Photonics, 2018, 10511: 105110L.
[3] Feuchtenbeiner S, Dubitzky W, Hesse T, et al. Beam shaping BrightLine Weld: latest application results. High-Power Laser Materials Processing: Applications,
Diagnostics, and Systems VIII. International Society for Optics and Photonics,
2019, 10911: 109110X.
可调节环形光斑(Adjustable Ring Mode)技术
2018 年初,相干 Coherent 公司通过大量实验证明改变聚焦激光光斑在工件上的强度分布,使其分布区别与传统的单峰高斯分布,可实现高效无飞溅的金属加工解决方案[48]。
[48] Jarno Kangastupa. 适合挑战性应用的创新型光纤激光技术. 金属加工:热加
工, 2018, 000(003):25-26.
过去,在利用光纤激光器进行材料加工时,消除飞溅的方法主要包括在远低于大气压的环境条件下进行激光加工(毫巴范围内),或者大幅度的降低加工速率。
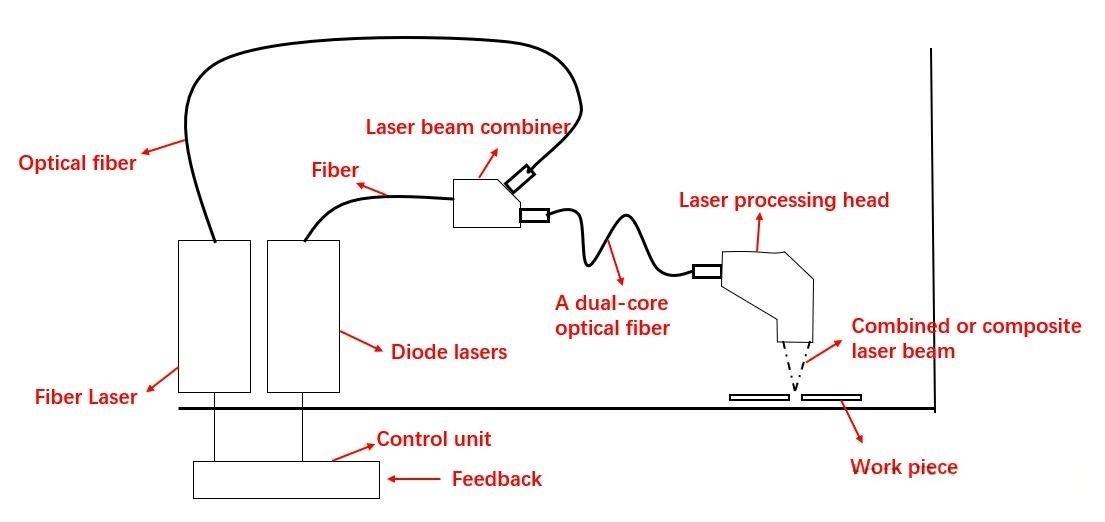
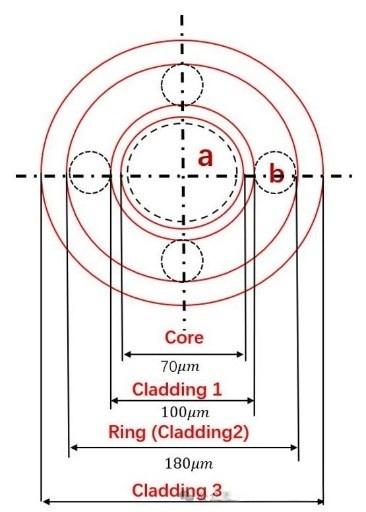
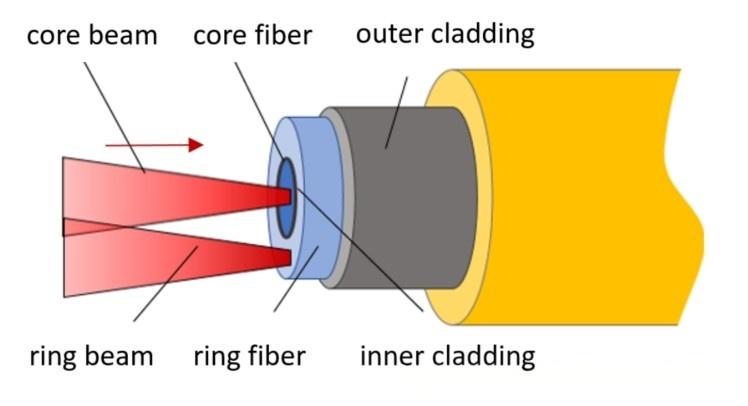
如图 1-2(a)所示,高亮度光纤激光器 A 通过光纤连接到激光光束合束器。同样地,单个或多个固体激光器或者激光二极管B 通过光纤连接到光束合束器。所有入射的光束通过合束器耦合至双芯光纤中。因此可调节环形光斑激光器的输出特性是两束激光在单根双芯光纤中传输的结果。两束激光具有不同的亮度和强度,甚至可能具有不同的波长。通过调节光纤激光器A 和固体激光器或激光二极管B 的功率,可以分别连续地控制输出光斑中环形与圆心功率。激光器B是典型的光纤耦合激光器,由二极管泵浦的固体激光器谐振腔组成。双纤芯光纤的圆心光斑由光纤激光器 A 输出,环形光斑由激光B 输出[4]。双芯光纤另一端连接激光加工头,将复合光束进行准直和聚焦对工件加工处理。如图 1-2(b)所示,为双芯光纤的横截面,内心和外芯的功率调节通过两个激光源单独调节,并根据工件的要求进行调整[5]。
[4] Salokatve A, Kangastupa J, Amberla T, et al. Laser processing apparatus and
method and an optical component therefor: U.S. Patent 10,807,190. 2020-10-20.
[5] Forsman T, Powell J, Lampa C, et al. Nd: YAG laser welding of aluminium:
factors affecting absorptivity. Lasers in engineering (Print), 1999, 8(4): 295-310
Maina 等人[6]通过实验,用FL-ARM 光纤激光器对铝进行焊接,验证了可调节环形光斑在深熔深与表面质量上的优势。由于铝材料吸收率随着温度而变化,当温度达到熔点,吸收率迅速增加,焊接过程变得非常不稳定,从而产生大量飞溅。再加上高焊接速度的环境下,驼峰现象的出现也会导致焊接表面质量下降。当利用可调节环形光斑进行焊接时,圆心光斑中心功率有助与快速完全形成匙孔,而环形功率可以确保良好的温度分布,从而稳定激光焊接,获得高质量的焊缝。
[6] Maina M R, Okamoto Y, Okada A, et al. High surface quality welding of
aluminum using adjustable ring-mode fiber laser. Journal of Materials Processing
Technology, 2018, 258: 180-188.
(Mohammadpour 等人[7]利用 ARM 研究并证明了中心和环形光束中激光功率对不锈钢部分熔深的工艺稳定性、焊缝几何特征和机械性能的响。Lin Wang 等人[8]研究了在不同功率调制模式下的焊接过程,通过实验测量了匙孔的入口区域,并验证了双模式激光焊接具有提高焊接过程稳定性的优势。通过实验结果,可以得出环形和中心激光束的协同提高了焊接过程的稳定性。Masoud 等人[9],[10]将 FL-ARM 光纤激光器与单光束光纤激光器进行比较,可调节环形光斑增加了高质量焊接的可能性,在焊道和周围区域观察到大量的飞溅减少,通过调节中心与环形激光束的功率分布,与单光束焊接进行比较,验证了可调节环形光斑激光焊接具有更大优势。)
[7] Forsman T, Powell J, Lampa C, et al. Nd: YAG laser welding of aluminium:
factors affecting absorptivity. Lasers in engineering (Print), 1999, 8(4): 295-310.
[8] Mohammadpour M, Kong F, Lavoie J P, et al. Adjustable ring mode (ARM) fiber laser in welding of 304 stainless steel sheets in partially penetrated lap joint configurations. International Congress on Applications of Lasers & Electro Optics (ICALEO). 2019.
[9] Wang L, Mohammadpour M, Yang B, et al. Monitoring of keyhole entrance and molten pool with quality analysis during adjustable ring mode laser welding. Applied optics, 2020, 59(6): 1576-1584.
Beam Forming System 轴锥体微透镜阵列
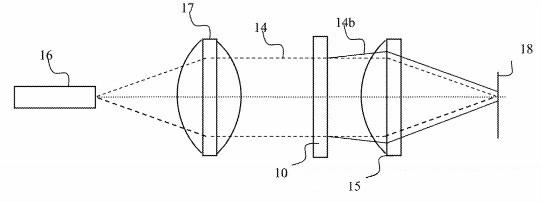
普雷特斯 PRECITEC 公司利用 Beam Forming System[11]对激光切割头进行制造。如图1-3 为其环形光束形成透镜系统,该系统在用于激光束加工材料的设备(如激光加工头)的光路中具有轴锥微透镜阵列10。将轴锥微透镜阵列置于准直透镜系统17 和聚焦透镜系统15 之间的准直激光束14 中。激光束通过聚焦系统15 聚焦在工件18 上。轴锥微透镜阵列也可以置于聚焦透镜后,如图1-4 所示微透镜以六边形网格设计,六边形布置可以实现最佳的空间因数,轴锥镜可以是锥体也可以是圆顶状结构。
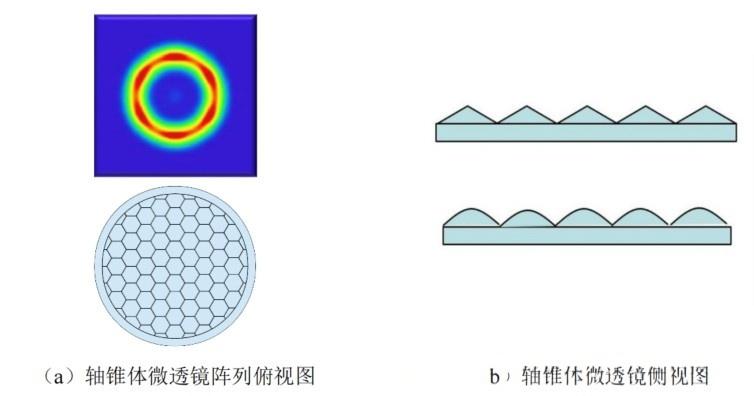
轴锥体微透镜阵列Axicon array lens 结构降低了镜片对安装调试位置的敏感性,降低了对光斑不均匀性的要求,一定程度上降低了横模不稳定性对加工质量的影响。经过 Action array 的每一小束准直光斑,都被小轴锥棱镜对称的增加了小的偏转角,最终均匀、对称的分布到焦平面圆环上。PRECITEC 将聚焦镜的曲面和每一个轴锥微透镜镜面叠加在一起减少了镜片的数目,并对微曲面进行了优化,改善了环形光斑的锐利长度,加长焦点深度。
[11] Rudolf A. Beam forming lens system for laser cutting, and apparatus comprising same: U.S. Patent Application 16/096,269. 2020-6-25
Varimode 及其他技术
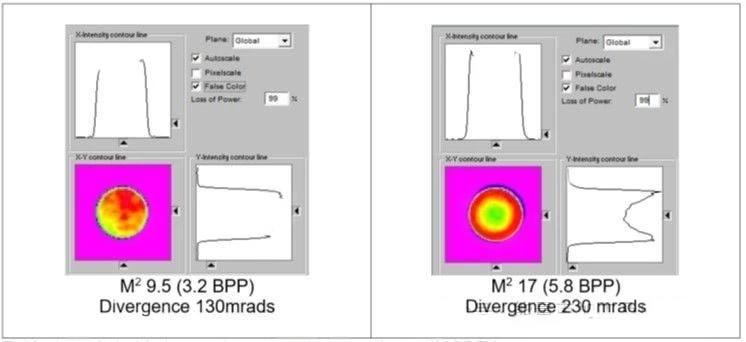
SPI 激光公司研发出的varimode 技术,也可实现可调节光斑。不同的是,它是通过控制输出光束质量来实现的,不需要外部光学器件。最初,Paul Harrison[12]在激光器内安装有 ϕ100μm 的传输光纤,如图 1-5 所示,光束质量可以从3.2mm.mrad(M2=9.5)切换到5.8mm.mrad(M2=17)。从低光束质量到高光束质量的切换时间通常为 30ms,可以实现在穿孔与切割之间的快速切换。
[12] Harrison P. Improving sheet metal cutting using a high-power fibre laser with variable beam quality: Paul Harrison, chief engineer for product applications at
SPI Lasers, describes a new mode of operation for fibre lasers that enables beam
quality to be varied on demand. Laser Systems Europe, 2019 (43): 16-18.
AMADA公司的光束可变 ENSIS 技术与IPG 公司的光束可调模式 YLS-AMB 技术,均可实现环形光斑技术。2020 年,锐科激光公司也研发出 RFL-ABP(Adjustable Beam Profile)光束可调节激光器,可将光模块独立的耦合进输出光纤的纤芯与环芯,实现中心与环形的功率独立调节。
激光焊接主要缺陷
激光焊接是一个非常复杂的工艺过程。通常,焊接过程产生的缺陷包括气孔、裂纹、飞溅、热影响区等,这里对几种普遍缺陷产生原因进行简要说明。
气孔可能在焊缝的各个位置上均有分布且形态不同,可分为大气孔和小的球形气孔。大气孔主要是由于熔融金属在填满小孔之前凝固形成,焊缝凝固的过程中气体的析出过程也会使焊缝中产生气孔。小气孔大部分出现在焊缝的表面,是由气泡在凝固过程没有逸出导致。在焊接过程中,往往通过优化工艺参数来减少气孔的生成。裂纹在焊接过程中是一种较为严重的焊接缺陷,主要原因是材料在冷却过程中的收缩受到约束,产生拉应力而引起开裂。目前,对于结晶裂纹形成的机理有多种理论进行解释,应变理论、脆性温度区理论和不能适应环境理论是常用的。在焊接过程中,往往通过优化设计材料和添加辅助工具(如夹具,接头等)来减少裂纹的形成。热影响(Heat Affected Zone, HAZ)主要是在受热循环的作用下,焊接的熔化和临近区域会发生一些变化,该区域称为热影响区。在焊接过程中,热影响区的性能和微观组织会发生变化形成焊缝和母材之间的过渡区。热影响区的宽度通常与激光功率密度、焊接速度等激光加工参数有关。
【版权与来源声明】
本文内容来源于【能量束加工及应用技术】的《光束整形-可调节环形光束》,著作权归原作者所有。我们尊重知识产权,本文转载仅为传递有价值的信息,旨在个人学习和交流参考,不涉及任何商业用途。本文中的观点仅代表原作者个人意见,我们不对其准确性、完整性或可靠性做任何明示或暗示的保证。读者在阅读后所做的任何决定或行为,均应基于自主意愿与独立判断。若原作者或版权所有者认为本文存在侵权,请及时通过【xh@SintecLaser.com】与我们联系,我们将尽快予以处理。